

1. Underhåll av grindventil
1.1 De viktigaste tekniska parametrarna:
DN: NPS1"~ NPS28"
PN: CL150~CL2500
Material av huvuddelar: ASTM A216 WCB
Stam—ASTM A276 410;Säte—ASTM A276 410;
Tätningsyta—VTION
1.2 Tillämpliga koder och standarder: API 6A、API 6D
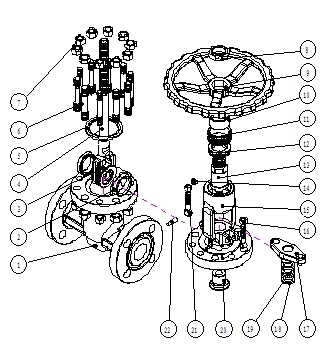
1.3 Ventilens struktur (se fig. 1)
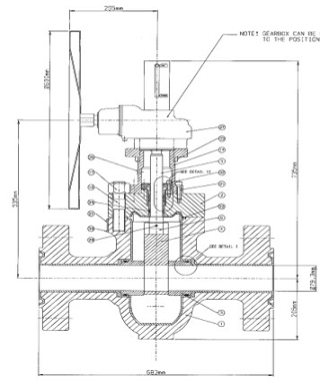
Fig.1 Grindventil
2. Inspektion och underhåll
2.1: Inspektion av den yttre ytan:
Inspektera den yttre ytan av ventilen för att kontrollera om några skador, och numrerade sedan;Gör ett rekord.
2.2 Inspektera skalet och tätningen:
Kontrollera om det finns läckage och gör en inspektionsprotokoll.
3. Demontera ventilen
Ventilen måste vara stängd innan demontering och lossa anslutningsbultarna.Skall välja lämplig icke-justerbar nyckel till lösare bultar, muttrar ska lätt skadas av justerbar nyckel.
Rostiga bultar och muttrar måste blötläggas med fotogen eller flytande rostborttagare;Kontrollera skruvens gängriktning och vrid sedan långsamt.Demonterade delar ska numreras, märkas och hållas i ordning.Spindel och grindskiva måste sättas på fästet för att undvika repor.
3.1 Rengöring
Se till att reservdelar rengörs mjukt med pensel med fotogen, bensin eller rengöringsmedel.
Efter rengöring, se till att reservdelarna är fria från fett och rost.
3.2 Besiktning av reservdelar.
Inspektera alla reservdelar och gör en anteckning.
Gör en lämplig underhållsplan enligt inspektionsresultatet.
4. Reparation av reservdelar
Reparera reservdelarna enligt inspektionsresultat och underhållsplan;byt ut reservdelarna mot samma material om det behövs.
4.1 Reparation av grind:
①Reparation av T-spår: Svetsning kan användas vid reparation av T-spårbrott, Korrekt T-spårförvrängning, Svetsa båda sidor med armeringsjärn.Ytsvetsning kan användas för att reparera T-spårets botten.Genom att använda värmebehandling efter svetsning för att eliminera stress och sedan använda PT-penetration för att inspektera.
②Reparation av tappad:
Tappat betyder mellanrummet eller allvarlig förskjutning mellan portens tätningsyta och sätes tätningsyta.Om den parallella slussventilen tappade, kan svetsa övre och nedre kil, sedan bearbeta slipning.
4.2 Reparation av tätningsyta
Den främsta orsaken till ventilens inre läckage är skador på tätningsytan.Om skadan är allvarlig, måste du svetsa, bearbeta och slipa tätningsytan.Om inte allvarligt, bara slipning.Slipning är huvudmetoden.
a.Grundprincipen för slipning:
Förena slipverktygets yta med arbetsstycket.Injicera slipmedel i springan mellan ytorna och flytta sedan slipverktyget för att slipa.
b.Slipning av grindens tätningsyta:
Slipläge: manuell drift
Smörj ut slipmedel på plattan jämnt, lägg arbetsstycket på plattan och rotera sedan medan du slipar i rak linje eller "8"-linje.
4.3 Reparation av spindel
a.Om någon repa på skaftets tätningsyta eller grov yta inte kan matcha designstandarden, ska tätningsytan repareras.Reparationsmetoder: planslipning, cirkulär slipning, gasslipning, maskinslipning och konslipning;
b.Om ventilspindeln är böjd >3 %, bearbeta riktningsbehandling med en slipmaskin för att säkerställa ytfinish och processsprickdetektering.Rätningsmetoder: Rätning med statiskt tryck、Kallriktning och värmeriktning.
c.Reparation av stamhuvud
Stamhuvud avser delar av skaft (stamkula, stamtopp, toppkil, anslutningstråg etc) kopplade till öppna-och-stäng-delar.Reparationsmetoder: skärning, svetsning, insättningsring, insticksplugg etc.
d.Om den inte kan uppfylla inspektionskravet måste den återproduceras med samma material.
4.4 Om någon skada med flänsens yta på båda sidor av kroppen måste bearbetas för att matcha standardkravet.
4.5 Båda sidorna av karossens RJ-anslutning måste svetsas om den inte kan matcha standardkraven efter reparation.
4.6 Byte av slitdelar
Slitdelar inkluderar packning, packning, O-ring etc. Förbered slitdelar enligt underhållskrav och gör en anteckning.
5. Montering och installation
5.1 Förberedelser: Förbered reparerade reservdelar, packning, packning, installationsverktyg.Placera alla delar i ordning;lägg dig inte på marken.
5.2 Rengöringskontroll: Rengör reservdelar (fästelement, tätning, spindel, mutter, kropp, motorhuv, ok etc.) med fotogen, bensin eller rengöringsmedel.Se till att det inte är fett och rost.
5.3 Installation:
Kontrollera först fördjupningen av spindeln och portens tätningsyta, bekräfta anslutningssituationen;
Rensa, torka av kroppen, motorhuven, grinden, tätningsytan för att hålla den ren, installera reservdelar i ordning och dra åt bultarna symmetriskt.
Posttid: 19 maj 2022